超全总结:从电池性能角度来讲讲锂电池对正极材料的要求
- 分享
- 发布时间
- 2019/6/27
概要
锂离子电池的主要部件有正极、负极、电解液、隔膜等,锂离子能量的存储和释放是以电极材料的氧化还原反应形式实现的,正极活性物质是锂离子电池最为关键的核心材料。
1 前言:锂电池正极材料
锂离子电池的主要部件有正极、负极、电解液、隔膜等,锂离子能量的存储和释放是以电极材料的氧化还原反应形式实现的,正极活性物质是锂离子电池最为关键的核心材料。
在锂离子电池正极材料的研究方面,美国学者“锂电池之父”GOODENOUGH教授作出了巨大贡献:1980年在英国牛津大学就职期间发现了钴酸锂(LiCoO2,简称LCO)可用作锂电正极,次年他在LCO专利中提及镍酸锂(LiNiO2,也称LNO)作为正极材料的可行性;1983年,首次尝试将锰酸锂(LiMn2O4,简称LMO)作为正极材料用于锂离子电池;1997年,他又开发出橄榄石结构正极材料——磷酸铁锂(LiFePO4,简称LFP)。此外,为了解决镍酸锂性能不稳定问题,加拿大的DAHN教授和日本小槻勉教授进行了大量的掺杂改性研究;1997年,日本户田公司率先申请了最早的镍钴铝酸锂(LiNi1-x-yCoxAlyO2,简称NCA)专利;1999年,新加坡大学的刘昭林、余爱水等人在镍钴酸锂基础上引入Mn改性,最早报导了镍钴锰酸锂(LiNi1-x-yCoxMnyO2,即三元材料、NCM)。
经过近三十年的快速发展,基于上述科学家的研究成果,钴酸锂、锰酸锂、镍钴酸锂(LiNi1-xCoxO2,也称NC)、镍钴锰酸锂、镍钴铝酸锂、磷酸铁锂等正极材料陆续产业化,并被拓展用于众多领域。随着新能源汽车对高能量密度正极材料的需求,目前镍钴锰酸锂三元材料已经成为最重要、占比最大的正极材料(图1)。近20年来,国产的正极材料已走出国门,部分产品处于世界领先地位,涌现了当升科技、天津巴莫、湖南瑞翔、盟固利等先进电池材料公司。

2 锂电池正极材料产品标准技术规范
2.1 锂离子电池对正极材料的要求
正极是电池的核心部件,其优劣直接影响电池性能。一般而言对正极活性物质有如下要求:
·允许大量 Li+嵌入脱出(比容量大);
·具有较高的氧化还原电位(电压高);
·嵌入脱出可逆性好,结构变化小(循环寿命长);
·锂离子扩散系数和电子导电性高(低温、倍率特性好);
·化学/热稳定性高,与电解液相容性好(安全性好);
·资源丰富,环境友好,价格便宜(成本低、环保)。
一般而言,正极材料的关键性能指标有:化学成分、晶体结构、粒度分布、振实密度、比表面积、pH值、首次放电比容量、首次充放电效率、循环寿命等。
2.2 正极材料的主元素含量
锂离子电池中的正极材料都是含锂的氧化物,一般锂含量越高,容量越高。比如锰酸锂的Li含量仅为4.2%,而钴酸锂和镍酸锂达到约7.1%,富锂锰基的则可高达约10%。材料组成固定的话,主元素含量应该以实际测试平均值加公差的形式给出,以达到相应的电化学活性并保持批次之间的稳定性。锂离子电池中的正极材料都是含锂的氧化物,一般锂含量越高,容量越高。比如锰酸锂的Li含量仅为4.2%,而钴酸锂和镍酸锂达到约7.1%,富锂锰基的则高达约10%。材料组成固定的话,主元素含量应该以实际测试平均值加公差的形式给出,以达到相应的电化学活性并保持批次之间的稳定性。

2.3 正极材料的晶体结构
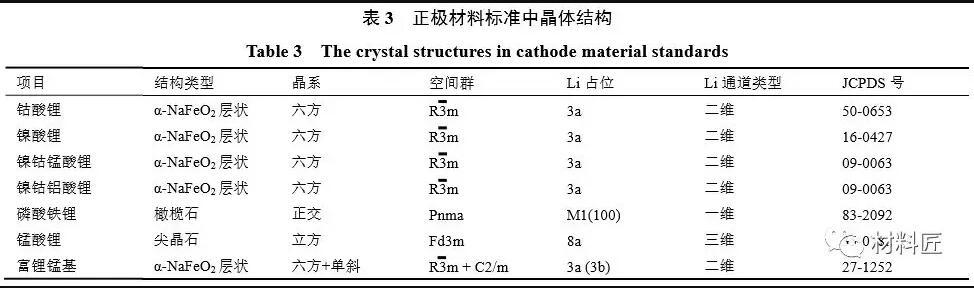
锂离子电池正极材料的晶体结构主要分3类:α-NaFeO2层状型、橄榄石型、尖晶石型(表下图3)。正极材料中,LiCoO2的纯相比较容易制备,产品具有α-NaFeO2层状结构,对应于美国粉末衍射标准联合委员会(Joint Committee on Power Diffraction Standards,简称JCPDS)发布的50-0653#卡片;LiMn2O4的纯相更容易得到,产品具有尖晶石立方结构,对应于JCPDS 5-0782#卡片;LiFePO4因其Fe为+2价,必须在惰性气氛中制备,产品具有橄榄石结构,对应于JCPDS 83-2092#卡片。
2.4 正极材料的粒度分布
正极材料的粒度大小会直接影响电池浆料和极片的制备,一般大粒度材料浆料黏度低、流动性好,可以少用溶剂、固含量高。
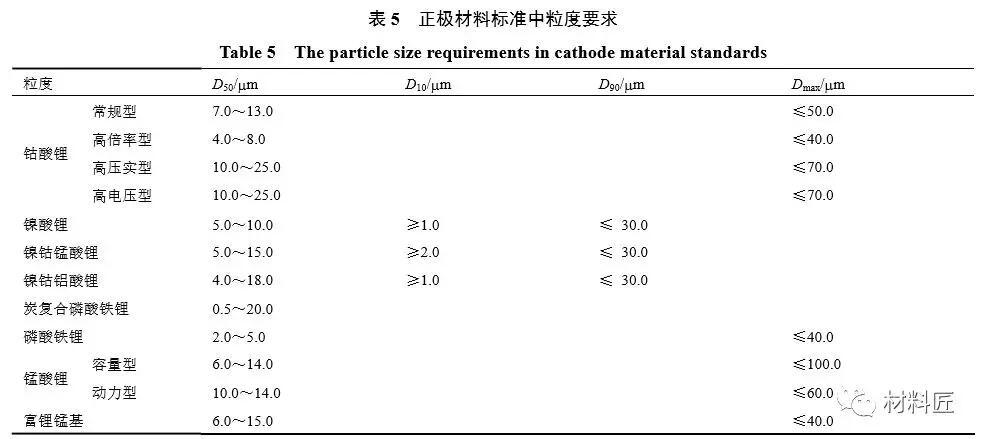
正极材料的颗粒大小通常采用激光粒度仪测试,将粒度分布曲线中累积分布为50%时最大颗粒的等效直径D50视作平均粒径。正极材料粒度及其分布是与前驱体、烧结、破碎工艺密切相关的,通常情况下应呈现正态分布。钴酸锂一般以四氧化三钴和碳酸锂为原料制备,其烧结特性很好,可通过控制Li/Co、烧结温度、升温速度等关键因素使其长大,因此对原料要求较低。通过烧结粘连长大、破碎的粉体材料易出现大的异形颗粒,制浆涂布成型时易出现划痕、断带,因此钴酸锂标准对粒度分布曲线中最大颗粒的等效直径Dmax作了限制。
锰酸锂大多采用了与碱锰电池相同的原料——电解二氧化锰(EMD),其生产工艺是通过电解工艺沉积出整块的 MnO2板,再通过剥离、破碎得到。原料本身存在大的异形颗粒,因此锰酸锂标准对Dmax也作了限制。动力型锰酸锂的Dmax较小,主要是考虑到采用球形锰源前驱体的因素,粒度分布可控。镍钴酸锂、镍钴锰酸锂、镍钴铝酸锂等材料在产业化时,通常采用化学共沉淀来实现Ni、Co、Mn、Al等元素的原子级别混合,并通过控制结晶实现高密度。因此,此类材料的粒度分布相对于钴酸锂较窄,标准中提出了D10、D90的要求,可以进一步计算K90作为反映粒度分布宽窄的指标

D50的大小设计也有不同应用的考虑,倍率型材料通常D50小,以缩短Li+在正极颗粒内部固相扩散的距离。高压实型材料通常D50较大,并大多采用Bimodal 方式,使小颗粒充分填隙于大颗粒之间,以实现最密堆积效果。
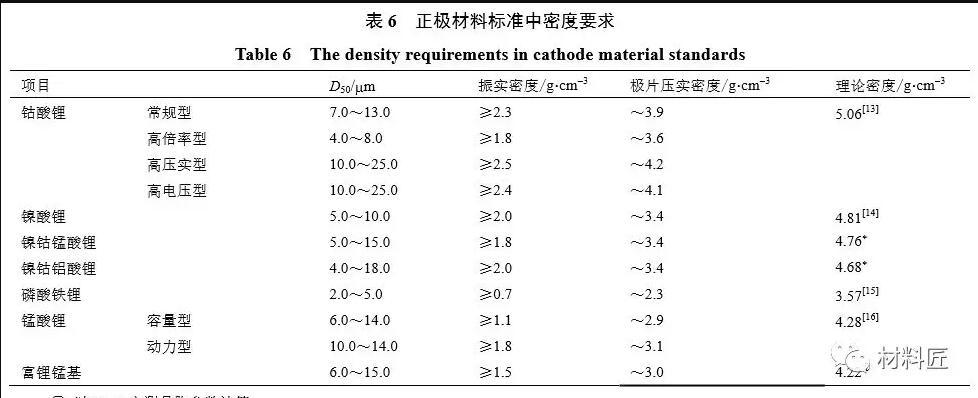
2.5 正极材料的密度
锂离子电池体积能量密度很大程度上取决于活性物质密度。正极材料的密度与其所含元素的原子量、晶体排布方式、结晶程度、球形度、颗粒大小及分布、致密度等密切相关,受制备工艺影响。正极材料的密度分为松装密度、振实密度、粉末压实密度、极片压实密度、理论密度等。
松装密度(apparent density,简称AD)通常采用斯柯特容量计法测量:粉末经筛网自由流入布料箱,交替通过4块倾斜角为25°的玻璃板,经漏斗按一定高度自由落下充满量杯,由粉体净重和量杯体积计算得到结果。
振实密度(tap density,简称 TD)是将一定重量的粉末加入有刻度的透明量器中,在规定条件下经一定振幅和频率的振动规定次数或时间后,测得单位容积粉末的重量。
粉末压实密度(pellet density,简称 PD)是将一定重量的粉末加入具有固定直径和高度的硬质模具中,在压力作用下粉末产生移动和变形,形成具有一定密度和强度的压坯。由粉体净重和压缩体积计算得出结果。
极片压实密度(press density)是将材料与少量的黏结剂、导电剂混合制浆,经涂布、烘干、碾压 成正极片,压实密度=面密度×(极片碾压厚度集流×体厚度)。以不同的压力碾压后,对折极片不出现透光的临界状态对应的数值是极限压实密度。
理论密度(theoretical density)是假设材料没有任何宏观和微观缺陷的理想晶体,利用XRD测量晶格常数得到晶胞体积,用它去除单个晶胞内所有原子的总质量得到。振实密度测试方法简单,是衡量正极活性材料的一个重要指标。
表6列出了常见正极材料的振实密度、极片压实和理论密度数据。LCO理论密度达到5.06g/cm3,其次是NCM、NCA、LMO、OLO,LFP最低,仅为3.57g/cm3。从中不难看出,钴酸锂密度最高,这也是其在智能手机市场无法被其它材料取代的重要原因。同一种材料,用于倍率型电池因采用了小颗粒解决方案,其对应的振实密度和压实密度都呈现较大幅度的下降。磷酸铁锂因其理论密度最低、D50最小,振实密度和极片压实密度都在常见的几种正极材料中垫底(如表6)。
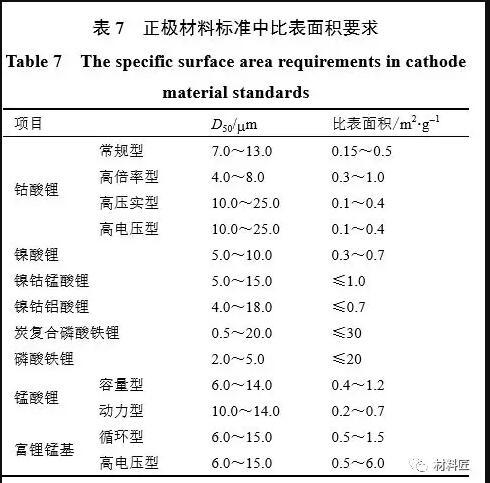
2.6 正极材料的比表面积
正极比表面积大时,电池的倍率特性较好,但通常更易与电解液发生反应,使得循环和存储变差。正极材料比表面积与颗粒大小及分布、表面孔隙度、表面包覆物等密切相关。在钴酸锂体系里,小颗粒的倍率型产品对应的比表面积最大。磷酸铁锂因导电性差,颗粒以纳米团聚体形式设计、且表面包覆了无定形的碳,导致其比表面积在所有正极材料中最高。锰系材料与钴系相比,本身存在难以烧结的特点,其比表面积也整体较大。(如表7)
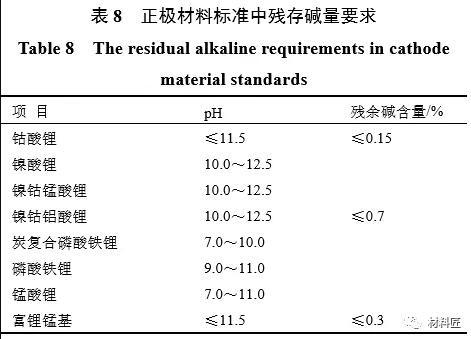
2.7 正极材料的残存碱量
制备正极材料时,一般都会采用稍过量的Li/Me,以保证材料从里到外彻底锂化。因此大多数正极材料表面都会残留一定量多余锂,这部分锂大多以Li2CO3形式存在。对于NC、NCM、NCA等镍系材料,Ni含量越高,材料混排加剧,残存碱量越多;严重时导致电池浆料黏度大、电池存储性能变差。残存碱测试通常采用酸碱电位滴定或人工滴定,将正极粉体分散到一定量纯水中,过滤,量取一定体积的滤液用标准盐酸溶液滴定。选取酚酞和甲基橙作指示剂,依次在pH≈8和pH≈4附近出现2个等当点,分别记录所用标准盐酸体积。但是对于NC、NCM 和 NCA 等材料,测试 过程要分外小心。因为高镍材料大多以团聚颗粒形式存在,分散于水的过程中容易出现Li-Me混排,发生持续析锂现象,制样、测试的过程要精细、准确、可控。即使如此,其结果中 Li2CO3主要反映的是表面Li,LiOH则是颗粒表面Li、晶界Li以及表层晶体结构内3a位的Li的总和。(如表8)
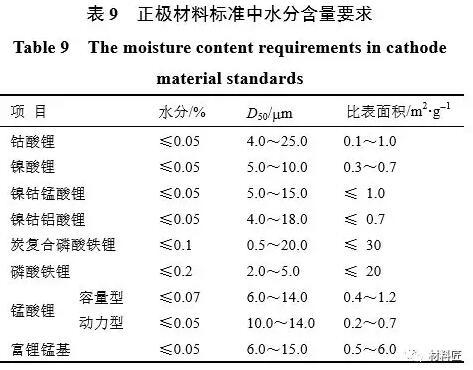
2.8 正极材料的水分含量
正极材料的水分含量与其比表面积、颗粒大小及分布、表面孔隙度、表面包覆物等密切相关。水分含量对电池制浆影响很大。通常正极浆料大多采用聚偏氟乙烯(PVDF)作黏结剂,N-甲基吡咯烷酮(NMP)为溶剂,在此有机体系中大分子量的PVDF并非完全溶解,而是溶胶的形式存在。当正极材料的水分、残碱较高时,有机溶胶体系被破坏,PVDF将会从NMP中析出,使浆料发生黏度剧增,甚至出现果冻现象。磷酸铁锂因其一次颗粒为纳米颗粒,比表面积大,容易吸收空气水分,因此给出了较宽的水分含量范围,但实际大多也控制在300ppm以下,否则在电池制浆时容易形成果冻。(如表9)
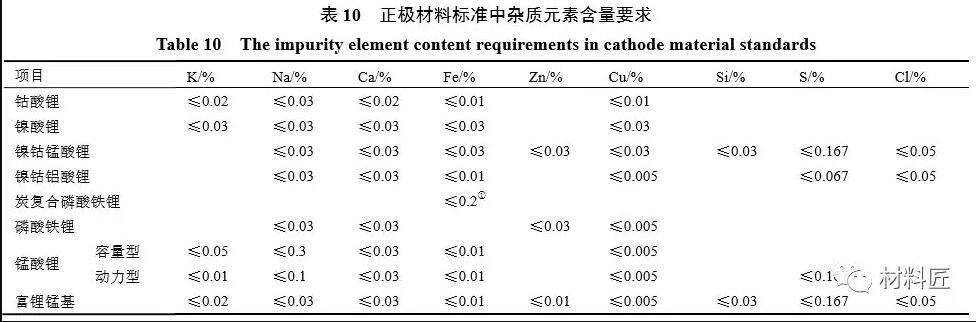
2.9 正极材料的杂质元素含量
除了特意引入的掺杂元素,正极材料的杂质元素越低越好。杂质元素一般是通过原料和生产过程引入的,需要在源头加以控制。最常见的杂质元素是 Na、Ca、Fe、Cu,Na在前驱体和锂盐中含量都较高,Ca主要是锂盐引入的。磷酸铁锂本身Fe是而前驱体大多用硫酸盐和氯化物等可溶盐原料,在沉淀过程中易夹生带入结晶。因此,这些标准加强了对SO3-2、Cl-的控制要求。
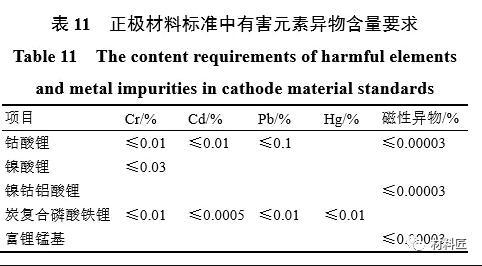
锂离子电池安全问题一直是大家关注的一个焦点,研究发现,电池及其材料制造过程从设备或环境污染直接引入的金属异物易刺穿隔膜,导致电池爆炸起火。常见设备大多材质为不锈钢、镀锌钢板等,部分可以通过磁选方式收集。由此,LCO、NCA、OLO等3种材料的相关标准提出了对磁性异物(主要为Fe、Cr、Ni和Zn等金属单质)的控制,要求达到300ppb(1ppb=1×10-9μg/g)以下。(如表10和11)
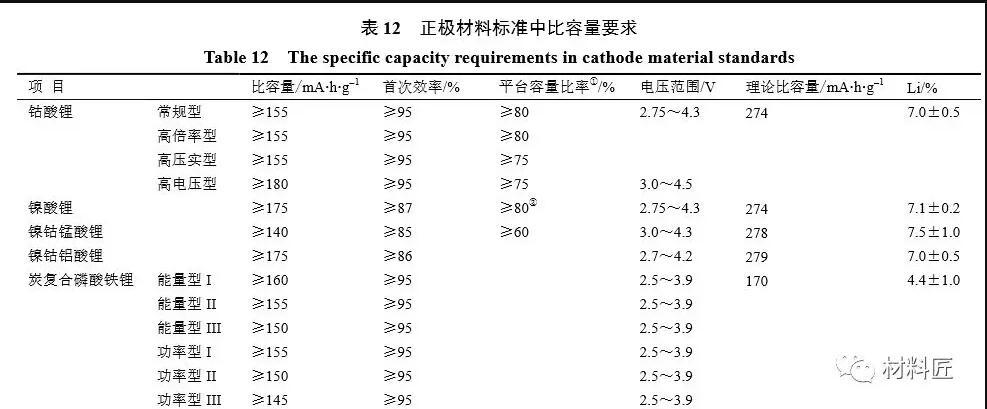
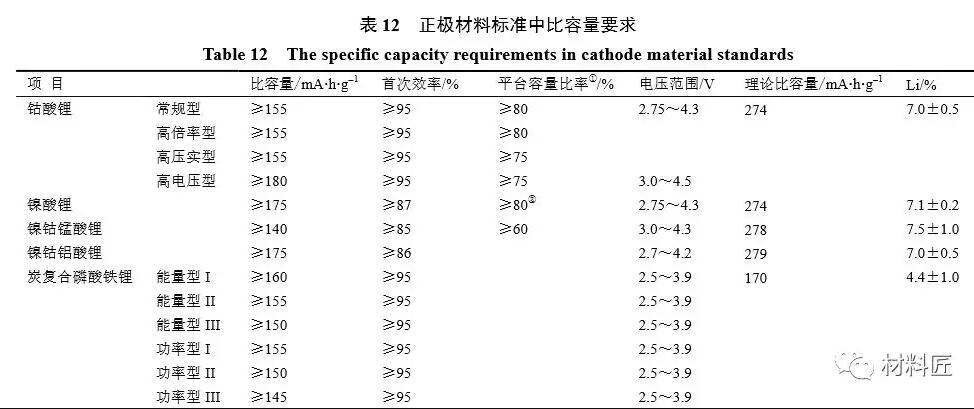
2.10 正极材料的比容量、首次效率、电压平台要求
正极材料的比容量、首次充放电效率和电压平台等电化学性能指标,与其主元素含量、晶体结构、颗粒度大小、充放电电压、充放电电流大小等密切相关。基本规律是Li含量越高,比容量越大。客观上讲,平台容量比率这个指标强调的是放电电压平台,各种正极材料差异很大,不如改为平均电压,或中值电压更适宜,这样对保证和提高电池能量密度更有效。(表12)
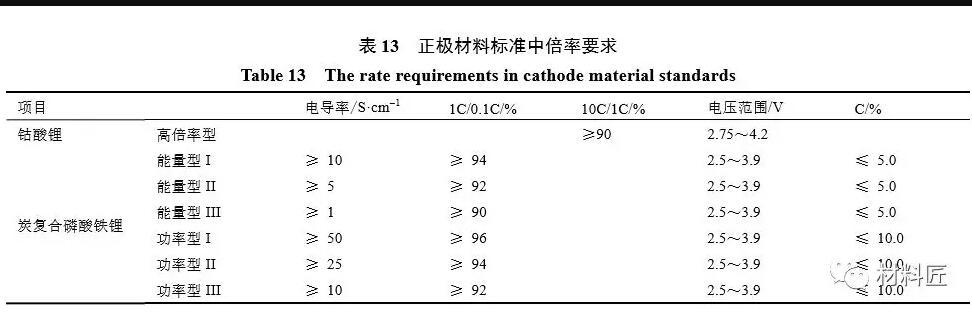
2.11 正极材料的倍率特性
用于电子烟、电动工具、航模、无人机、汽车启动电源的锂离子电池,对电池和材料倍率性能需求很高,要求能够实现5C、10C,甚至30C充放电。正极材料的倍率特性与其颗粒度大小、结晶度、Co含量高低、C包覆量多少等因素相关。高倍率型钴酸锂可以实现10C放电,且10C/1C的倍率达到90%以上。(如表13)
2.12 正极材料的循环寿命
用于电动车的锂离子电池,期望能够实现2000次以上循环寿命。电动车一般都是短途使用,假如按2天充一次电计,2000次的循环寿命可以支撑纯电动车上路近11年。若按Tesla的 Modal S 携带60 kW·h电、续航390km计,每天 50km短途使用,1周才充一次电,1000次的循环寿命就可满足其19年车龄。智能手机功能日渐强大,除了早期普通手 机必备的电话、短信基本功能外,现有又具备了拍 照、上网、微信、网购、办公、游戏等诸多功能,显示屏越来越大、机身越来越轻薄,对电池的能量密度要求也越来越高,同时循环寿命要达到500次以上,以支撑手机使用 2 年以上。正极材料的循环寿命与其晶体结构、充放电深 度、制备工艺等因素相关。磷酸铁锂材料具有稳定的橄榄石结构,理论上可以允许结构中的锂全部脱出,充放电可逆性好,因此表现出优异的循环性能。车用锂离子电池在实际路况条件下,受电池自身及环境的影响,温度会升高到50℃以上,因此还需要关注高温循环和高温存储性能。锰酸锂在高温条件下,易发生Jahn-Teller效应,引发Mn溶解和晶体结构崩塌.(表14)
3. 结论
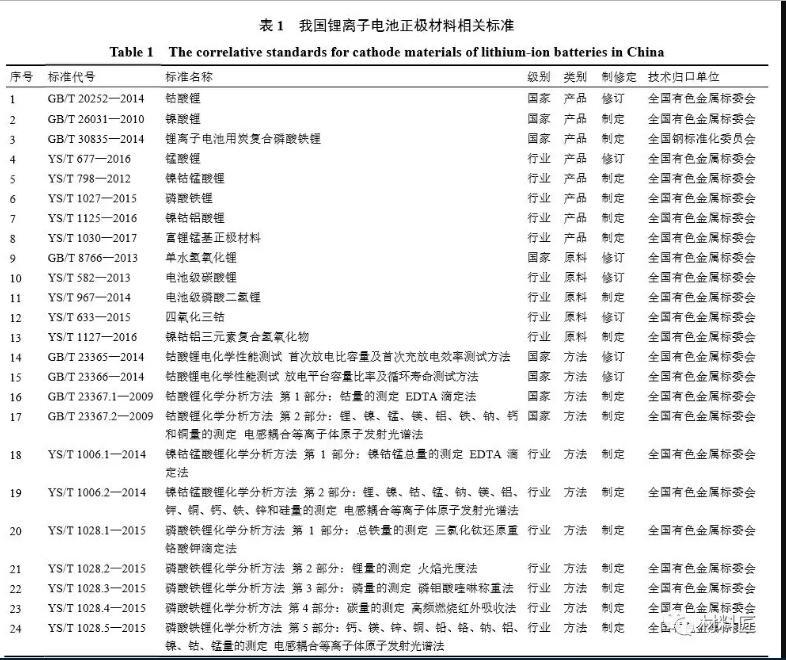
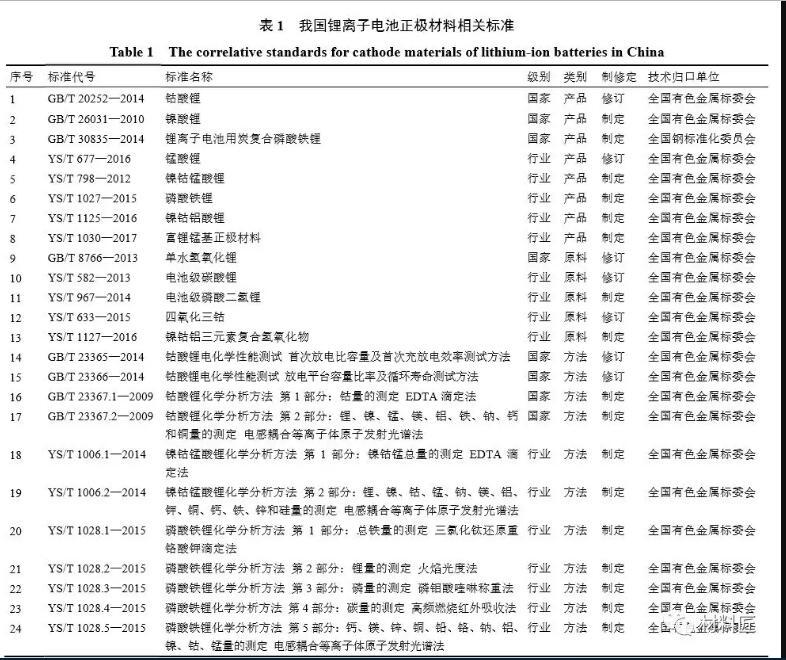
现有正极材料都是在被加工成实用电池后,在综合性能方面满足了上述要求,才真正被大批量产业化应用。正极材料在制备过程中都会因人、机、料、法、环境、测试等条件因素的变化而发生波动,因此从原材料采购-生产-运输-销售等各个环节,都要按照规范进行标准化操作,并按相关标准(下图:表一)进行检验,以确保产品的实用性、一致性和可靠性。这就要求产品、半成品、原料等的关键性能指标,必须通过制定标准确定下来。
本文参考:《文献锂离子电池正极材料标准解读》 储能科学与技术 作者: 刘亚飞 ,陈彦彬